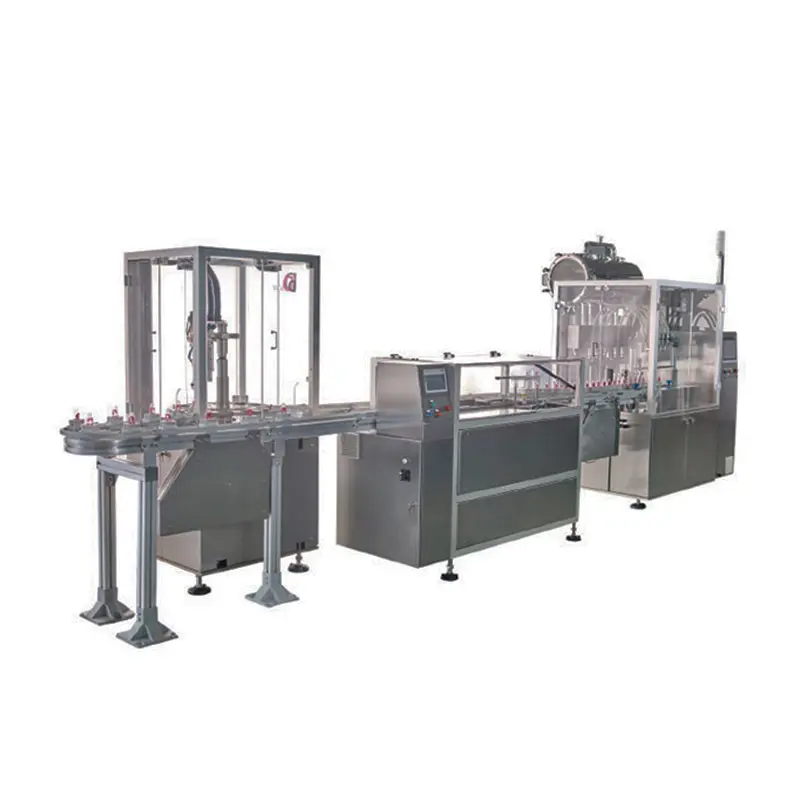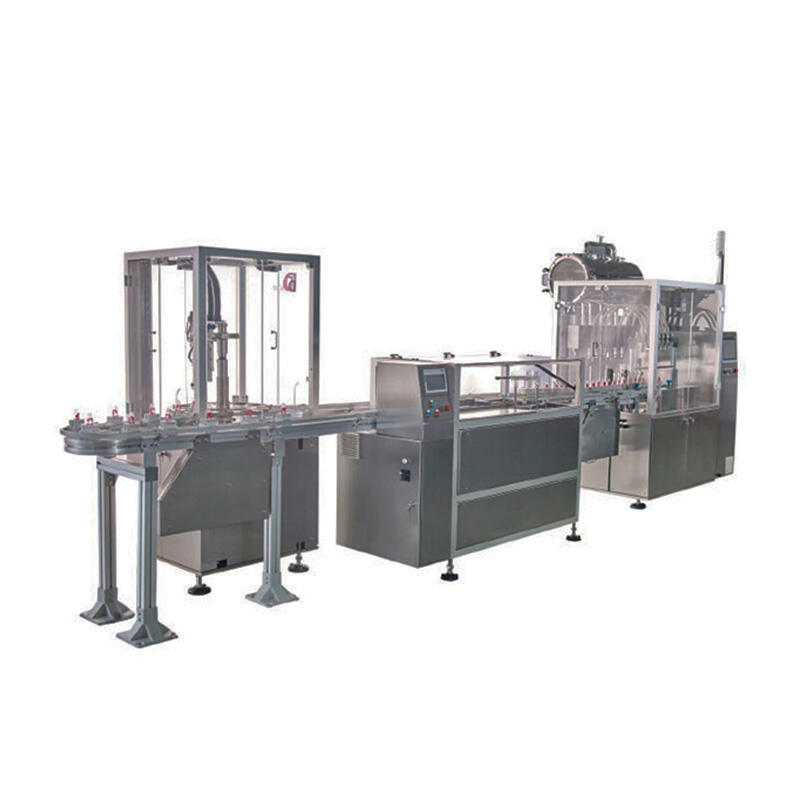


The Growing Demand for Fully Automatic Tube Filling Machines in Industry
There has been an increased utility of fully automated filling system in different sectors owing to their speed, accuracy, and overall increase in productivity. Such systems are of primary use in industries like pharmaceuticals, cosmetics, and food p...
View More